In the industrial world, selecting the right industrial pump brand is a crucial factor that determines the overall performance of a system. Pumps are not only used to transfer fluids but also play a significant role in maintaining operational efficiency, process stability, and safety across various industrial applications.
Today, industrial requirements are becoming increasingly complex. Companies are no longer just looking for high-quality pumps, but also solutions capable of handling a wide range of applications from water systems and chemical processing to high-pressure operations. Therefore, understanding different industrial pump brands and their specializations is an essential step in making the right decision.
What Is an Industrial Pump?
An industrial pump is a mechanical device used to move liquids on a large scale under more complex operating conditions compared to household pumps. These pumps are designed for continuous operation and are capable of handling high pressure and demanding environments.
Key characteristics of industrial pumps include:
- Ability to operate under high pressure
- Large flow capacity
- Designed for long-term operation
- Resistant to extreme conditions
Industrial pumps are widely used across sectors such as manufacturing, oil & gas, water treatment, mining, and chemical industries.
The Importance of Choosing the Right Industrial Pump Brand
Selecting the right industrial pump brand offers several advantages, including:
Operational Reliability
Pumps from reputable brands provide stable performance with minimal downtime.
Energy Efficiency
Modern designs allow for more efficient energy consumption.
Application Suitability
Each brand offers specific strengths tailored to different industrial needs.
Ease of Maintenance
Availability of spare parts and technical support is critical for long-term use.
Industrial Pump Brands from Winston Engineering
As a provider of industrial pump solutions, Winston Engineering offers a range of internationally recognized brands that have been proven across various industrial sectors. Below are some of the available industrial pump brands:
1. ALMATEC

ALMATEC is known as a leading manufacturer of air-operated diaphragm pumps (AODD), especially for applications requiring high safety standards and chemical resistance.
These pumps are widely used for handling aggressive, hazardous, or contamination-sensitive fluids.
Advantages:
- High chemical resistance
- Safe and reliable operation (leak-free)
- Suitable for high hygiene standards
Applications:
- Chemical industry
- Pharmaceutical
- Food & beverage processing
2. WILDEN
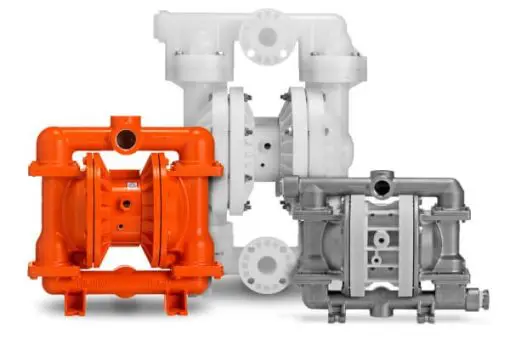
WILDEN is a pioneer in Air Operated Double Diaphragm (AODD) pump technology and is widely used across industries.
These pumps are known for their flexibility in handling various types of fluids, including viscous, abrasive, and particle-laden liquids.
Advantages:
- Self-priming
- Handles various fluid types
- Can run dry
- Easy maintenance
Applications:
- Chemical industry
- Mining
- Oil & gas
- Wastewater treatment
3. GRACO
GRACO is a global brand in fluid handling systems, including Electric Operated Double Diaphragm (EODD) pump technology.
Compared to AODD, EODD pumps offer more precise control and better energy efficiency.
Advantages:
- Precise flow control
- Higher energy efficiency
- Stable operation with minimal pulsation
- Ideal for automation systems
Applications:
- Chemical processing
- Coating & finishing systems
- Manufacturing industry
4. LIQUIFLO

LIQUIFLO specializes in gear pumps designed for handling fluids with specific viscosities and chemical applications requiring flow accuracy.
These pumps are ideal for processes requiring stable and precise flow.
Advantages:
- Stable and consistent flow (positive displacement)
- Suitable for medium to high viscosity fluids
- Compact and high-precision design
- Corrosion-resistant materials
Applications:
- Chemical transfer
- Dosing systems
- Petrochemical industry
- Precision flow processes
5. GORMAN-RUPP
GORMAN-RUPP is known for industrial pumps with a focus on self-priming technology for heavy-duty applications.
These pumps are designed to operate under extreme conditions and handle complex fluids.
Advantages:
- Reliable self-priming capability
- Durable in harsh environments
- Handles solids-containing fluids
- High performance and durability
Applications:
- Mining
- Oil & gas
- Wastewater treatment
- Dewatering
6. EUROFLO

EUROFLO offers centrifugal pump solutions widely used for water distribution systems in buildings and industrial facilities.
These pumps are designed for stable performance in continuous flow applications.
Advantages:
- High energy efficiency
- Stable pressure
- Reliable for long-term operation
Applications:
- Building systems
- HVAC
- Booster systems
- Water supply
7. FLUX

FLUX focuses on drum pump solutions for transferring liquids from drums, IBCs, or other containers.
These pumps are designed for ease of use, safety, and efficiency, especially for chemical handling.
Advantages:
- Safe for chemical use
- Modular and flexible design
- Easy to operate and move
- Suitable for various containers
Applications:
- Chemical transfer
- Pharmaceutical industry
- Food & beverage
- Laboratory and manufacturing
8. HABERG

HABERG provides liquid ring vacuum pump solutions used to generate vacuum in industrial applications.
These pumps use liquid as a sealing medium to create stable vacuum conditions.
Advantages:
- Stable vacuum operation
- Resistant to vapor and wet gases
- Relatively simple maintenance
- Suitable for industrial processes
Applications:
- Chemical industry
- Vacuum drying processes
- Packaging
- Food and pharmaceutical industries
Key Factors in Choosing an Industrial Pump Brand
Before making a decision, it is important to fully understand the application requirements. Key factors to consider include:
- Type of fluid being transferred
- Required pressure and capacity
- Operating conditions such as temperature and environment
- Level of application complexity
By considering these factors, pump selection can be more precise and efficient.
The Right Industrial Pump Solution
With so many industrial pump brands available, the best approach is to use a flexible and integrated solution. Not all needs can be met by a single type of pump, so combining multiple brands is often a more effective strategy.
Choosing the right industrial pump brand is a crucial step in ensuring optimal system performance. Each brand has its own strengths and specialization, so selection should always align with application requirements.
Winston Engineering provides industrial pump solutions with a wide range of trusted brands used across various sectors. With extensive experience and a comprehensive product portfolio, we can help you determine the most suitable solution from water systems and chemical handling to high-pressure applications.
Contact us now to find a more efficient, reliable, and effective industrial pump solution.